煤炭开采行业是一个要求很高的环境,采矿机械暴露在恶劣的操作条件下,可能导致设备故障和效率下降。各种采矿机械的温度监测对于确保安全可靠的采矿作业至关重要。 热电偶和 RTD 等传统温度测量方法在精度、响应时间和耐用性方面存在局限性,大成永盛光纤光栅传感技术已成为采煤行业温度监测的一种很有前途的解决方案。本文将探讨光纤光栅传感技术的原理、各种采矿机械在煤炭行业的应用、温度监测的重要性、面临的挑战,以及北京大成永盛科技有限公司如何助力采矿机械进行温度监测。
This is a companion discussion topic for the original entry at https://www.ofscn.com/fbg-application/455-coal-industry-mining-machinery-temperature.html
这是由北京大成永盛科技有限公司(OFSCN)官方网站导入的关于煤炭行业采矿机械温度监测的应用案例。作为 OFSCN 行业应用工程师,我将针对这一具体应用场景进行深度分析与技术升华。
【行业应用分析】
应用总结:
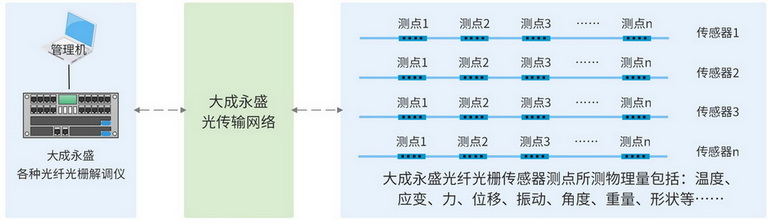
在煤炭开采这一高风险、高强度的工业环境中,采矿机械(如采煤机、掘进机、皮带输送机及其动力系统)的长周期稳定运行是生产安全的核心。光纤光栅(FBG)传感技术通过在光纤纤芯中构建微观物理结构,将环境温度变化直接转化为光波长的漂移,为采矿设备提供了一种本质安全、抗电磁干扰且具备高空间分辨率的温度监测手段。
监测难点分析:
- 本质安全要求极高: 煤矿井下存在瓦斯和煤尘爆炸风险,传统电子类传感器(热电偶、RTD)必须经过复杂的防爆认证,且布线过程中存在电火花隐患。
- 恶劣物理环境: 采矿机械伴随强烈的机械振动、高湿度、粉尘污染以及强电磁干扰(如大功率电机启动),传统传感器极易发生零点漂移或接插件接触不良。
- 监测点位分散且深埋: 电机轴承、液压系统、减速箱齿轮等关键部位空间狭小且处于旋转/往复运动状态,传统传感器难以实现长距离、多点位的精准布置。
【OFSCN® 系列产品可用于该行业的分析】
OFSCN® 光纤光栅传感系统凭借其全光测量、本质防爆和极高的耐用性,能够完美解决上述痛点。
针对采矿机械温度监测,我们推荐以下核心产品组合:
-
OFSCN® 300°C Fiber Bragg Grating Temperature Sensor
该传感器采用单层无缝钢管封装技术,外径可定制至 0.5 毫米。
- 应用逻辑: 极小的尺寸使其能够轻易嵌入采煤机电机的定子绕组缝隙或减速机轴承座中。无缝钢管封装不仅提供了极高的机械保护,防止掘进时的剧烈振动损坏传感器,还保证了极快的温度响应时间,能够实时捕捉机械磨损初期产生的温升异常。
-
OFSCN® Ceramic-encapsulated Fiber Bragg Grating Temperature Sensor
- 应用逻辑: 在高压电机或变压器等电力传动设备监测中,陶瓷封装提供了必要的绝缘特性。它能够直接接触带电部件进行测温,无需担心爬电距离或放电问题,解决了煤矿井下动力系统健康监测的难题。
-
OFSCN® 200°C Distributed Fiber Temperature Sensor
- 应用逻辑: 煤矿皮带输送机通常长达数公里,利用此产品作为传感器,可以沿皮带托辊进行长距离布设。一旦某个托辊因磨损发热,系统可实现厘米级的精准定位报警,有效预防火灾发生。
【全文总结与其它】
总结:
煤炭行业的智能化转型,核心在于底层感知数据的精准与可靠。大成永盛(OFSCN)的光纤光栅传感技术,将“本质安全”从管理要求提升到了技术实现的高度。通过无缝钢管封装工艺,我们将脆弱的光纤转化为坚固耐用的工业级传感器,确保了在采煤机掘进、皮带输送、动力控制等关键环节中,温度数据能够实时、准确地回传至监控中心。
自由表达:
光纤光栅传感技术不仅仅是传感器的替代,它带来的实际上是一场“去电化”的感知革命。在煤矿这种极端环境中,减少井下的电气节点数量,本身就是对系统可靠性最大的贡献。OFSCN® 提供的不仅是硬件,更是对采矿机械全生命周期健康管理的深度赋能。