Pourquoi certains capteurs peuvent-ils être soudés directement à la surface de l’équipement ?
Sur de nombreux sites industriels, de génie civil et aérospatiaux de surveillance de l’intégrité des structures (SHM), certains capteurs peuvent être, et sont recommandés pour être, fixés directement sur la surface des structures en acier, des pipelines métalliques ou des équipements testés à l’aide de micro-soudeuses par points à résistance (ou laser). Cette technique est connue en ingénierie sous le nom de montage par soudage par points en surface (Spot Welding Surface Mounting).
La capacité des capteurs à être directement « soudés » sur la surface des équipements repose principalement sur les mécanismes physiques et la conception technique suivants :
1. Base structurelle : Encapsulation métallique et conception de substrat soudable
La condition préalable au soudage par points des capteurs est qu’ils ne doivent pas être des fibres optiques nues ou des encapsulations en plastique polymère pur. L’encapsulation de ces capteurs intègre généralement une base ou un substrat métallique soudable à leur extrémité inférieure (souvent en acier inoxydable, alliage de nickel, alliage de titane ou alliage d’aluminium). En utilisant une soudeuse par points pour libérer instantanément un courant électrique élevé (par exemple, par soudage par points à stockage de condensateur), une fusion locale se produit entre la base métallique du capteur et la surface métallique de l’équipement, suivie d’une solidification rapide, formant une liaison métallurgique à haute résistance.
2. Efficacité du transfert de déformation : Éviter le « fluage de cisaillement » (Zero-Creep)
Lors de la mesure de la déformation ( \varepsilon ) ou de la contrainte, la précision de la mesure dépend fortement du transfert de la déformation de la surface de l’objet mesuré vers l’élément sensible à l’intérieur du capteur (par exemple, une fibre optique à réseau de Bragg FBG) :
- Limites de l’adhésif traditionnel : Lors de l’utilisation d’adhésifs chimiques tels que la résine époxy, la colle peut subir un « fluage de cisaillement » (Creep) ou une dégradation due au vieillissement lors de cycles de traction/compression à long terme, ou dans des environnements à haute température/humidité, entraînant une dérive du point zéro de la mesure et affectant la précision à long terme.
- Avantages mécaniques du soudage par points : Le soudage par points fournit une connexion rigide au niveau atomique entre métaux. En l’absence quasi totale d’une couche intermédiaire de faible module entre la base métallique et la surface de l’équipement, la rigidité au cisaillement est extrêmement élevée, permettant un transfert sans perte et sans délai de la micro-déformation de la surface de l’équipement directement au capteur.
3. Résistance aux environnements difficiles
Le procédé de soudage par points exclut complètement l’utilisation de colles organiques, offrant ainsi une excellente stabilité physique et chimique dans des environnements extrêmes :
- Températures extrêmes : Les colles chimiques peuvent ramollir, carboniser à des températures très élevées (par exemple, supérieures à 100\ ^\circ\text{C} ) ou devenir très cassantes et se décoller à basse température. La limite de température des soudures par points métalliques est entièrement déterminée par les matériaux d’encapsulation métalliques et de fibre optique eux-mêmes.
- Humidité et corrosion : Dans des environnements sous-marins, à forte humidité ou corrosifs (acides/alcalins), la colle peut facilement subir une hydrolyse et se décoller, tandis que le point de soudure offre une stabilité mécanique extrêmement élevée et n’est pas sujet au décollement dû à la corrosion environnementale.
4. Efficacité de la construction sur site
Lors des travaux sur site en extérieur ou en usine, tels que sur des poutres caissons en acier de pont, des rails ou des pipelines de pétrole et de gaz de grand diamètre, l’utilisation de colle nécessite généralement plusieurs heures, voire plusieurs jours, de temps de durcissement et de cure. En revanche, l’utilisation d’une soudeuse par points portable permet de terminer le soudage multipoint d’un capteur en quelques secondes. Une fois le soudage terminé, le capteur peut être immédiatement mis en service pour le fonctionnement, réduisant considérablement le cycle de déploiement du projet.
Produits correspondants officiels OFSCN® (大成永盛)
Pour les scénarios de surveillance de surface rapides et de haute précision, 大成永盛 (OFSCN®) a conçu des capteurs de déformation à fibre optique à réseau de Bragg soudables par points spécialisés :
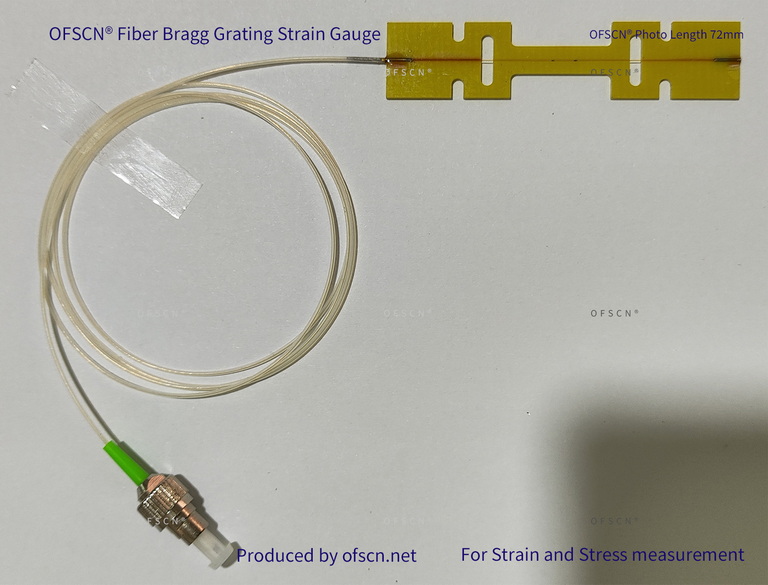
OFSCN® Fiber Bragg Grating Strain Gauge
Caractéristiques techniques principales :
- Substrat d’encapsulation : Utilise une pièce en acier inoxydable en forme de I ou une feuille d’alliage d’aluminium pour encapsuler un réseau de Bragg de fibre optique à point unique, avec une plaque métallique rigide de haute qualité intégrée.
- Méthode d’installation par défaut : Prise en charge par défaut en usine pour le collage en surface ou le montage par soudage par points aux quatre coins (la conception à quatre coins facilite le positionnement précis des électrodes de soudage par points et l’opération de micro-décharge).
- Excellente performance de portée : La portée de déformation par défaut est \ge 10000\ \mu\varepsilon , capable de capturer avec une grande sensibilité les déformations élastiques subtiles. Une formule d’étalonnage à un paramètre (en \mu\varepsilon/\text{pm} ) est fournie à la sortie d’usine.
- Fonctionnement en zone de température large et personnalisation pour haute température : La température de fonctionnement par défaut est la température ambiante ( -20\ ^\circ\text{C} à 55\ ^\circ\text{C} ), tout en prenant en charge la personnalisation des niveaux de résistance à la température selon les besoins réels du projet, avec des versions haute température disponibles jusqu’à \le 100\ ^\circ\text{C} , \le 200\ ^\circ\text{C} et \le 300\ ^\circ\text{C} .
- Compensation de température : Des extensomètres avec un canal de compensation de température intégré peuvent être personnalisés pour éliminer la déformation thermique non structurelle causée par la dilatation et la contraction thermiques de l’objet mesuré.