Why can some sensors be directly welded onto the equipment surface with a welding machine?
On many industrial, civil, and aerospace structural health monitoring (SHM) sites, some sensors can be, and are recommended to be, directly attached to the surface of the monitored steel structures, metal pipelines, or equipment using miniature resistance spot welders (or laser spot welders). This technique is known in engineering as Spot Welding Surface Mounting.
The ability of sensors to be directly “welded” onto equipment surfaces is primarily based on the following physical mechanisms and engineering designs:
1. Structural Foundation: Metal Encapsulation and Solderable Substrate Design
For a sensor to be spot-weldable, it must not be an exposed fiber or purely polymer-encapsulated. The bottom of such sensors typically integrates a weldable metal substrate or base (usually made of stainless steel, nickel alloy, titanium alloy, or aluminum alloy). By instantaneously releasing a high electrical current from a spot welder (e.g., capacitive discharge spot welding), localized micro-melting occurs between the sensor’s metal substrate and the equipment’s metal surface, followed by rapid solidification, forming a high-strength metallurgical bond.
2. Strain Transfer Efficiency: Avoiding “Shear Creep” (Zero-Creep)
When measuring strain ( \varepsilon ) or stress, measurement accuracy highly depends on the strain transfer from the monitored object’s surface deformation to the sensor’s internal sensing element (like a Fiber Bragg Grating FBG):
- Limitations of Traditional Adhesives: When using chemical adhesives like epoxy resins, the adhesive can easily undergo “shear creep” or age degradation under long-term tensile/compressive cycles, high temperatures, and high humidity. This can lead to zero-point drift in measurements, affecting long-term accuracy.
- Mechanical Advantages of Spot Welding: Spot welding provides an atomic-level rigid connection between metal and metal. Due to the absence of a low-modulus intermediate bonding layer between the metal substrate and the equipment surface, its shear stiffness is extremely high, allowing for lossless and delay-free direct transfer of minute strains from the equipment surface to the sensor.
3. Durability in Harsh Environments
The spot welding process completely eliminates the use of organic adhesives, thus offering excellent physical and chemical stability in extreme environments:
- Extreme Temperatures: Chemical adhesives can soften, carbonize at very high temperatures (e.g., above 100\ ^\circ\text{C} ) or become brittle and peel off at low temperatures. The temperature resistance limit of metal spot welding is determined entirely by the encapsulation metal and the fiber material itself.
- Moisture and Corrosion: In underwater, high-humidity, or corrosive environments (acidic/alkaline), adhesives are prone to hydrolysis and delamination. Spot-welded joints possess extremely high mechanical stability and are not easily dislodged by environmental corrosion.
4. On-site Construction Efficiency
During field or factory construction on bridge steel box girders, rails, large-diameter oil and gas pipelines, etc., using adhesives typically requires several hours or even days for curing and maintenance. In contrast, using a portable spot welder, the multi-point welding of a single sensor takes only a few seconds. After welding, the sensor can be immediately put into operation, significantly shortening the engineering deployment cycle.
OFSCN® (Beijing Dacheng Yongsheng Technology Co., Ltd.) Official Matching Products
For high-precision, rapid surface-mounted monitoring scenarios, OFSCN® (Beijing Dacheng Yongsheng Technology Co., Ltd.) has designed specialized spot-weldable Fiber Bragg Grating strain sensors:
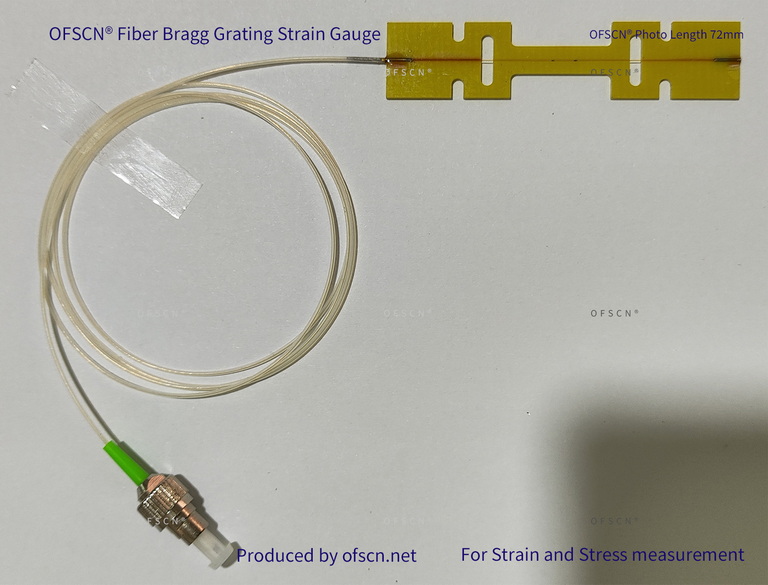
OFSCN® Fiber Bragg Grating Strain Gauge
Key Technical Features:
- Encapsulation Substrate: Utilizes an I-shaped stainless steel or aluminum alloy piece to encapsulate a single Fiber Bragg Grating, featuring a high-quality rigid metal substrate.
- Default Installation Method: By default, it supports adhesive surface mounting or four-corner spot welding surface mounting (the four-corner design facilitates precise positioning of welding electrodes and micro-discharge operation).
- Excellent Measurement Range Performance: Default strain range \ge 10000\ \mu\varepsilon , capable of highly sensitive capture of subtle elastic deformations, with a factory-calibrated one-term formula (in units of \mu\varepsilon/\text{pm} ).
- Wide Temperature Operation and High-Temperature Customization: The default operating temperature is ambient ( -20\ ^\circ\text{C} to 55\ ^\circ\text{C} ), with customizable temperature ratings based on actual engineering needs, available in versions rated for \le 100\ ^\circ\text{C} , \le 200\ ^\circ\text{C} , and \le 300\ ^\circ\text{C} .
- Temperature Compensation: Customizable strain gauges with built-in temperature compensation channels are available to eliminate non-structural thermal strain caused by the thermal expansion and contraction of the monitored object.